Caratteristiche Rullatori Yamato
PRINCIPI DELLA RULLATURA
Le lavorazioni superficiali a freddo sono utilizzate per:
- Migliorare la finitura superficiale
- Incrementare le caratteristiche di resistenza
- Migliorare la calibrazione dimensionale
L’idea di base è provocare una deformazione plastica nel materiale applicando una pressione relativamente bassa così da ottenere un indurimento superficiale.
La rullatura è un metodo di lavorazione a deformazione plastica in uso fin dagli anni ’70. Nel corso del tempo sono stati documentati miglioramenti nella durata, resistenza alla corrosione e minori rotture nei particolari rullati, inoltre sono stati stabiliti parametri per la minimizzazione della rugosità e/o massimizzazione della durezza superficiale e sviluppati modelli per la determinazione degli stress residui dopo il processo di deformazione.
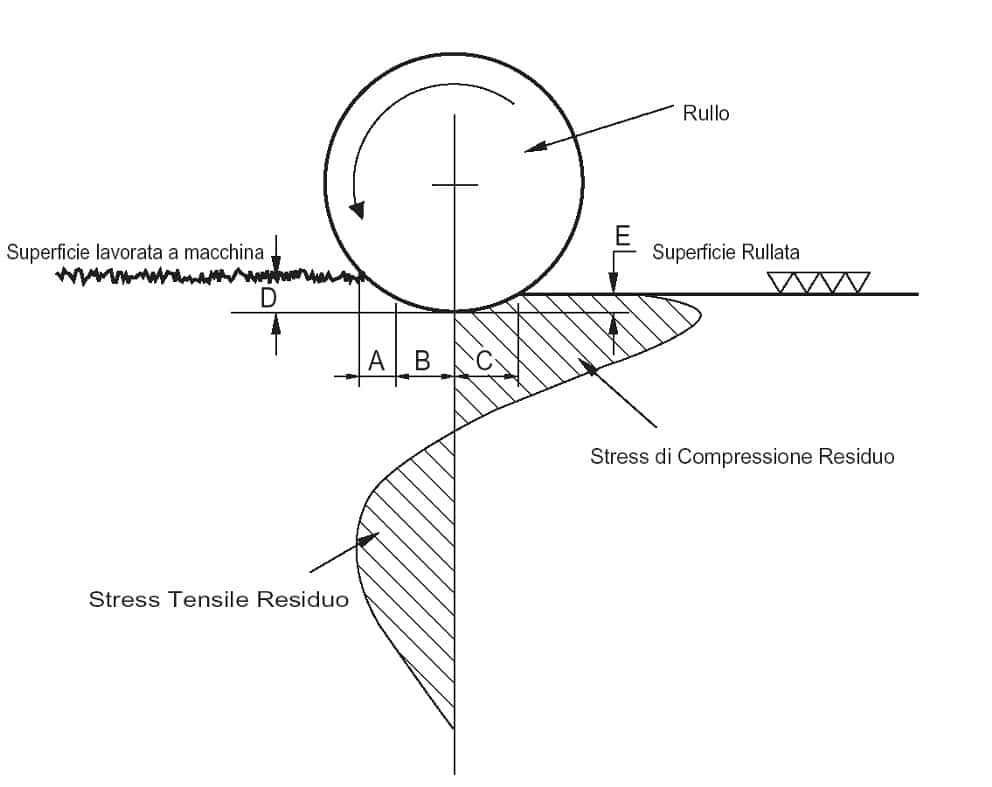
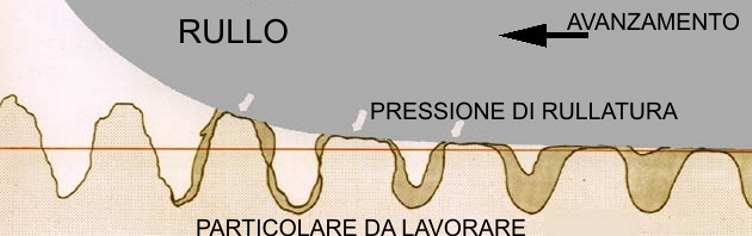
Il principio della rullatura è di trasferire la forza applicata ad un rullo sulla superficie secondo una certa traiettoria. Durante la rotazione l’area di contatto è così piccola che sulla superficie di contatto viene applicata una pressione a frequenza che richiede poca energia e forza volvente.
Nella figura qui sotto si vede lo schema di un processo di rullatura con rullo sferico. (A) primo contatto con la superficie lavorata. (B) superamento del punto di snervamento e conseguente deformazione plastica. (D) profondità della pressione. Dopo che il materiale è stato sottoposto al massimo stress di compressione nella sezione (C) comincia il ritorno elastico. (E) Superficie rullata, superficie liscia e stress residuo di compressione.
Lo stress di compressione raggiunge la profondità di circa 1mm incrementando la durezza superficiale.
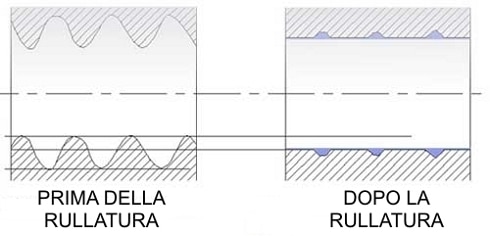
Ogni superficie lavorata con utensili ad asportazione di truciolo ha una tipica finitura influenzata dalla geometria del tagliente e dall’avanzamento. La qualità, la rugosità e la durezza della superficie sono notevolmente migliorabili con la rullatura. La rullatura è una lavorazione senza asportazione di materiale con la quale la rugosità della superficie viene diminuita grazie alla deformazione plastica del materiale data dalla pressione esercitata dai rulli.
EFFETTI DELLA RULLATURA
• Rugosità superficiale di 0.05–0.10µm(Ra) (ISON2, N3)
• Tolleranze di 0.01mm o meglio
• Incremento durezza superficiale HBR dal 30% al 70%
• Oltre il 300% di incremento nella resistenza da rotture per affaticamento
• Eliminazione di fattori di stress, corrosione e rotture
• Incremento della resistenza alla corrosione
• Eliminazione dei segni di lavorazione, graffi e porosità
• Riduzione dell’attrito di oltre il 35%
• Riduzione del livello di rumorosità